徐立章研究员团队突破水稻低损伤高效率脱粒分离及自动调控、带回程输送的多风道高效清选及自动调控等关键技术,创制了具有水稻收获8kg/s喂入量水平的切横横多滚筒履带式谷物联合收获机和7kg/s喂入量水平的切纵流深泥脚履带式谷物联合收获机,阶梯式切-横-横多滚筒脱粒分离与多风道高效清选技术、机械差逆液压无级变速履带式底盘与含杂率-损失率双性能平衡双闭环调控技术达到国际领先水平。性能优于国际领先的日本久保田988机型(破碎率、损失率、含杂率分别降低40% 、35% 、50%,作业效率提高50%),平均无故障作业时间达110-120小时,总损失率≤1.6%,比原有国产机提高1倍。显著推动了行业产品的升级换代,我国高端履带式联合收割机外资品牌的市场占有率因此从80%缩减至20%。
样机的核心技术指标见下表1。
| 核心技术指标 | 项目已达水平 |
| 喂入量(kg/s) | 9.2(水稻) |
| 总损失率(%) | 1.3 |
| 破碎率(%) | 0.9 |
| 含杂率(%) | 0.6 |
| 生产效率(hm2/h) | 0.8 |
1.水稻低损伤高效脱粒及自动调控技术
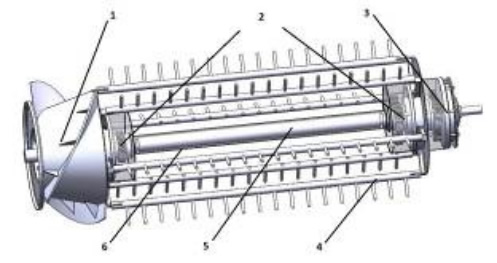
具有阶梯式结构特征的切横横多滚筒脱粒分离装置(图1),能够满足物料在由前一个脱粒分离装置向后一个脱粒分离装置运动时沿切线抛送,遵循物料的运动轨迹,使物料在过渡处运动更加顺畅,第Ⅰ切流装置采用低转速大间隙实现初脱初分离和加速喂入三合一功能,第Ⅱ横轴流装置采用高转速小间隙进行主脱分离,第Ⅲ横轴流装置采用高转速大间隙进行复脱分离,解决了单滚筒或者双滚筒脱粒分离装置在收获秆青叶茂难脱高产水稻时脱粒分离损失率大的问题。
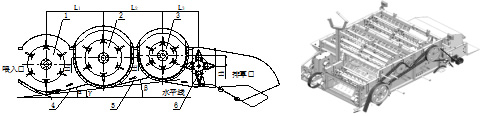 |  |
| 图1 切横横多滚筒脱粒分离装置 | 图2 水平/倾斜切纵流360°脱粒分离装置 |
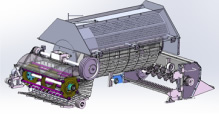
倾斜切纵流360°脱粒分离装置,主要由切流脱粒分离装置、锥形螺旋过渡喂入装置和斜置纵轴流脱粒分离装置组成,切流装置主要承担易脱籽粒的脱粒分离任务(60%-70%),剩余难脱难分离的部分由倾斜纵轴流装置完成,轴流滚筒纵向倾斜布置使复脱分离行程更长,分离效果更好,并增大了下方的清选空间。
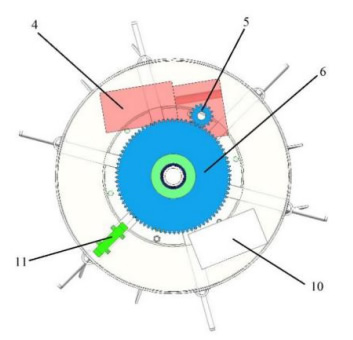
变直径脱粒滚筒(图3、图4)具有喂入段、脱粒分离段、调节自锁段三部分的,并进行了田间试验(图5),实现了脱粒间隙的自动调整,减少了脱粒损伤和脱出物中杂余含量,减轻了清选负荷。
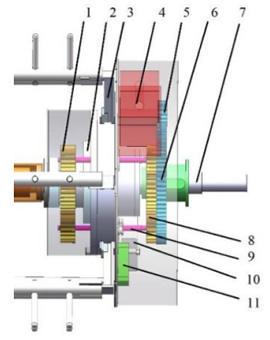 |  |
| (a)电控自锁装置侧视图 | (b)电控自锁装置主视图 |
1.内行星齿轮组 2.等速螺线盘 3.卡爪 4.电机 5.电机齿轮
6.大齿轮 7.主轴 8.外行星齿轮组 9.连接轴 10.驱动器 11.位移传感器 |
| 图3 变直径滚筒电控自锁装置原理图 |
1.喂入轮 2.直径调节装置 3.调节自锁装置 4.脱粒齿杆 5.滚筒主轴 6.套筒
图4 变直径滚筒整体结构示意图

图5 变直径滚筒田间试验
籽粒夹带损失及破碎检测技术并开发了在线监测装置(图6),实现了脱粒分离装置的自适应控制,提高脱粒适应性,实现低损伤、高效有序脱粒。

图6 籽粒夹带损失及破碎在线监测装置
2.多风道高效清选及自动调控技术
带回程输送装置的多风道高效清选装置(图7),主要由多风道风机、回程输送板和双层振动清选筛组成,根据多叶片离心风机结构特点、多风道清选气流场(图8)和脱出物颗粒运动过程(图9),优化了清选风机结构运动参数,脱出混合物均布控制技术与装置具有可变导流回程均布功能的,提高了清选效率,降低了清选损失率和含杂率。
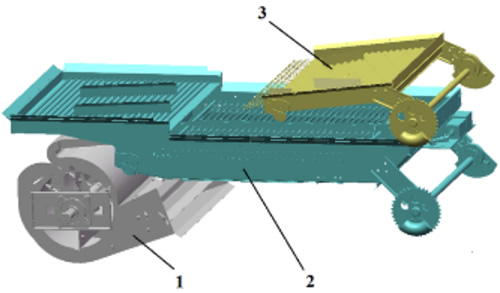
1.双出风口多风道离心式风机 2.双层振动筛 3.回程输送装置
图7 多风道清选装置结构示意图
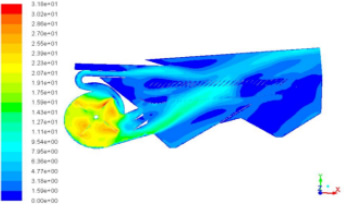 | 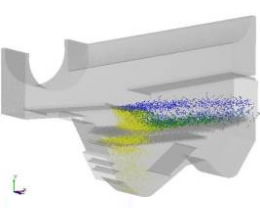 |
| 图8 清选室内部流场速度分布云图 | 图9 脱出物颗粒运动示意图 |
清选损失和含杂率在线监测技术与装置中的鱼鳞筛开度自动调控装置(图10)利用风机转速、鱼鳞筛开度等参数与清选性能指标建立关联模型,实现了高产水稻的高效自适应清选。

图10 清选筛开度自适应调控装置
3.高速高位卸粮与一键收放技术
适宜水稻高效能收获的大容量粮箱,显著减少了收获过程中的卸粮次数和联合收获机在田间的空行次数和时间,适应多种类型的运粮车辆。
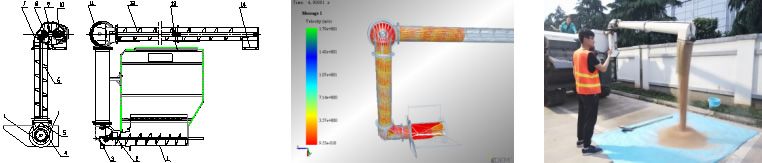
图11 高速高位卸粮技术与装置研究过程
4.原地转向低比压履带式底盘技术
具有单边、单边制动和差逆3种转向功能的履带底盘变速箱(图12),利用液压无级变速机械差逆行走变速箱技术,对其端面布局进行拓扑结构优化,解决了传统履带式水稻联合收获机在田间作业时转弯半径大、转向过程中对土壤压实/剪切破坏严重、易打滑下陷等问题,减少了履带对土壤的压实、剪切破坏,提高深泥脚水稻田的行走适应性和通过性。

图12 原地转向低比压履带底盘技术研究
5.多参数监测多功能操控及故障诊断技术
在线监测技术与装置主要监测主要工作部件转速、间隙、角度(图13)及整机前进速度和主要性能指标(含杂率、损失率、破碎率),解决了针对传统履带式水稻联合收获机智能化程度低、故障率高、可靠性差等问题。
 |  |  |
| 图13 工作部件转速测量 | 图14 多功能电控手柄 | 图15 田间试验故障诊断 |
多功能电控操控手柄(图14),主要由多功能操控手柄、传感器模块、PLC控制单元、显示模块和割台部件驱动等模块组成,实现左右转向、拨禾轮转速与位置、割台升降、卸粮等功能的一杆操纵,提高驾驶员操控便捷性。
故障诊断模型与装置(图15),可以根据作业负荷及各主要部件参数变化,实现故障预警和报警,并进行了田间试验。
6.整机试制试验及智能化技术集成
 |  |
| a 横置多滚筒机型田间试验 | b 倾斜切纵流机型田间试验 |
| 图16 试制的2种类型7-8kg/s喂入量高产水稻联合收获机 |
与具有国际先进水平的同类产品日本久保田PRO758Q型履带式全喂入联合收获机相比,项目研发产品在整机喂入量、作业效率、总损失率、含杂率、破碎率、最小离地间隙等核心关键技术参数方面全面占优,且具备了整机智能化监测调控功能(表2)。经中国机械工业联合会专家鉴定,项目成果核心技术达到了国际领先水平(图17)。
表2 本项目产品与国外同类产品比较
| 序号 | 技术特点与参数 | 日本久保田PRO758Q型
履带式全喂入联合收获机 | 4LZ-5.0型智能化履带式全喂入谷物联合收割机
(本项目产品) | 4LZ-5.5型履带式多滚筒谷物联合收割机
(本项目产品) | 比较优势 |
| 1 | 割台宽度(mm) | 2000 | 2000 | 2580 | 占优√ |
| 2 | 喂入量(水稻(kg/s) | 6.0 | 7.02 | 9.2 | 占优√ |
| 3 | 脱粒型式 | 纵轴流钉齿式 | 切流钉齿+倾斜纵轴流钉齿式 | 切-横-横多滚筒
钉齿式 | 占优√ |
| 4 | 清选型式 | 单出风口离心式风机+振动筛 | 双出风口多风道离心式风机+回程输送装置+振动筛 | 双出风口多风道离心式风机+回程输送装置+振动筛 | 占优√ |
| 5 | 变速箱类型 | 液压无级变(HST)+机械变速箱 | 液压无级变速器(HST)+机械差逆变速箱 | 液压无级变速器(HST)+机械变速箱 | 占优/持平 |
| 6 | 最小离地间隙(mm) | 268 | 320 | 310 | 占优√ |
| 7 | 清选损失监测装置 | 无 | 有 | 有 | 占优√ |
| 8 | 筛片开度自动调控装置 | 无 | 有 | 有 | 占优√ |
| 9 | 作业流程故障诊断系统 | 无 | 有 | 有 | 占优√ |
| 10 | 作业速度自动调控系统 | 无 | 有 | 有 | 占优√ |
| 11 | 含杂率在线监测系统 | 无 | 有 | 有 | 占优√ |
| 12 | 破碎率在线监测系统 | 无 | 有 | 有 | 占优√ |
| 13 | 总损失率(%) | ≤3.0(水稻) | 1.81(水稻) | 1.6(水稻) | 占优√ |
| 14 | 含杂率(%) | ≤2.0(水稻) | 1.44(水稻) | 0.6(水稻) | 占优√ |
| 15 | 破碎率(%) | ≤1.5(水稻) | 0.98(水稻) | 0.9(水稻) | 占优√ |
| 16 | 作业小时生产率(hm2/h) | 0.22-0.45 | 0.7 | 0.8 | 占优√ |
获批神农中华农业科技奖”二等奖1项,获批江苏省科技成果转化项目1项,其中省科技成果转化专项资金立项经费1000万元。项目研究成果获得成果转让和技术开发合同经费655.0万元,已到款367.2万元。
该机型采用了一种能适应深泥脚水稻田作业要求的机械差逆液压驱动履带式底盘技术方案,设计了机械差逆变速箱,实现两侧履带反向等速输出和整机的原地转向,减小整机对土壤的剪切破坏、显著提高了机器的深泥脚通过性;使用将切流脱粒和纵轴流脱粒有机结合的分级有序高效脱粒装置,并在纵轴流脱粒装置上采用360°分离技术,滚筒顶盖采用双层结构,在保证脱粒分离装置总体尺寸不变的条件下,明显提高脱粒装置的分离面积,使分离面积增加近一倍,有效减少籽粒的夹带损失,提高脱粒性能,极大的降低收获损失;提出了由双出风口多风道离心风机、双层振动筛和回程输送装置组成的高效多风道风筛式清选装置配置方案,显著提高了清选性能和效率;并针对联合收获机在作业过程中易出现因为驾驶员经验不足或者田间环境及谷物生长情况的影响产生损失量大、杂质和破碎多、堵塞等故障,配有籽粒清选损失监测、筛片开度自动调控、作业流程诊断、作业速度自动调控、籽粒破碎率和含杂率在线监测系统,以切流脱粒滚筒和纵轴流脱粒滚筒转速、输粮搅龙转速、清选损失量等信号作为监测对象,及时调整作业速度,使机组工作保持在最佳状态,实现了主要作业性能和参数实时监控等功能,市场前景广阔。

